



¥65.00/公斤
¥49.00/公斤

¥400.00/公斤

¥570.00/公斤
¥290.00/公斤
¥280.00/公斤


¥25.00/公斤

¥460.00/公斤
¥12.00/公斤
¥40.00/公斤

¥24.00/公斤
| 品牌东钢焊材 | 有效期至长期有效 | 最后更新2024-12-10 15:11 |
| 3.2mm350mm | 4.0mm箱 | 5.0mm400mm |
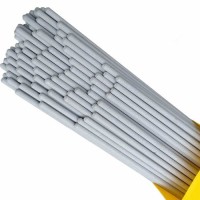
标准:GB/T983 E308-16 AWS A5.4E308-16
说明:A102是钛钙型皮(绿皮)的Cr19Ni10不锈钢焊条。熔敷金属具有良好的力学性能及抗晶间腐蚀性能。有优良的焊接工艺性能和抗气孔性能,皮耐发红、抗开裂。交直流两用。
用途:用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9及0Cr19Ni11Ti、201、202、301、302、304的不锈钢结构。
A022不锈钢焊条
符合 GB/T 983 E316L-16
AWS A5.4 E316L-16
|
说明:A022是钛钙型皮的超低碳Cr18Ni12Mo2不锈钢焊条,其熔敷金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,有良好的操作工艺性能,皮耐红,强度好。可交直流两用。 |
|
|
|
熔敷金属化学成分(%)
|
|||||||||||||||||||||||||||||||
熔敷金属力学性能
|
|||||||||||||||||||||||||||||||
参考电流(AC、DC+)
|
|||||||||||||||||||||||||||||||
注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2.尽可能采用直流电源,电流不宜过大。 |
|||||||||||||||||||||||||||||||


 通过亚洲工业网认证 [诚信档案]
通过亚洲工业网认证 [诚信档案]
¥25.00/公斤

¥25.00/公斤
¥34.00/公斤
¥35.00/公斤

¥34.00/公斤

¥1500.00/台
¥5500.00/平方米
面议
¥26.00/公斤
¥26.00/公斤
 客服热线:
客服热线:







&tel=15668317518&work=15668317518&email=&org=东钢焊材(山东)有限公司&adr=济南市历城区山大北路19号&url=https://www.oemao.com/com/donggang/)