品牌:东钢焊材
3.2mm:350mm
4.0mm:箱
5.0mm:400mm
起订:20公斤
供应:6000公斤
发货:3天内
立即购买
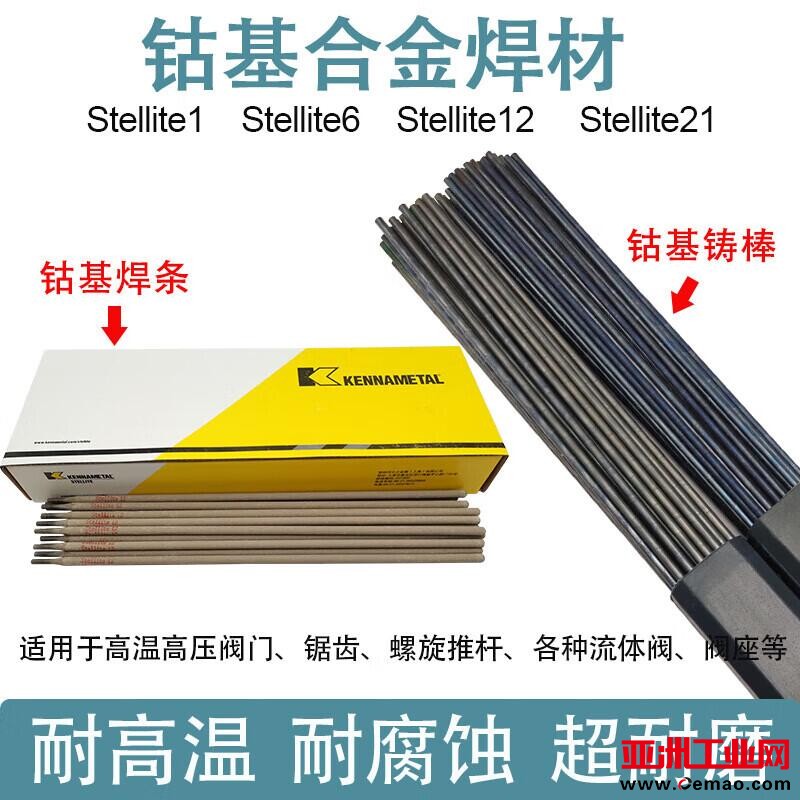
名称:Stellite 21 钴基堆焊焊条
标准:AWS A5.13 AMS5385
用途:用于各种流体阀门、阀座及汽轮机叶片、叶轮的堆焊。其优良的韧性和机械性能适用于各种热冲模具的堆焊。
堆焊硬度:HRC≥23
许可证:XK06-009-00060
厂家:肯纳司太立金属(上海)有限公司
注意事项:
1、焊条焊前须经150℃左右烘焙1小时。
2、宜采用小电流、短弧堆焊,以避免增加母材的熔深,降低堆焊合金的性能。
3、根据母材的种类和工件大小,可选择350-500℃的预热温度和350℃的层间温度进行堆焊。
4、根据工况条件一般选择600-750℃,保温1-2小时后随炉缓冷,或将工件置于干燥和预热的沙缸或草灰中缓冷。