品牌:东钢焊材
3.2mm:1000mm
4.0mm:1000mm
2.7mm:1000mm
起订:5公斤
供应:6000公斤
发货:3天内
量大从优 本店为厂家直销 货物种类繁多 很多宝贝没有上传 如有产品在店铺内没搜索到 请联系客服咨询
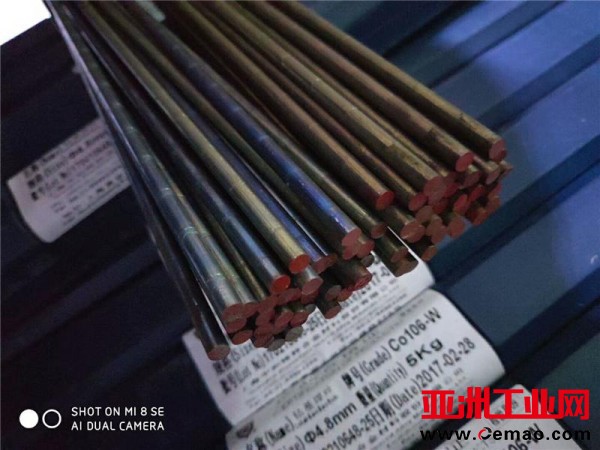
Co106钴基合金焊丝(ERCoCr-A)
用途:适用于发动机气门,高温高压阀门密封面、涡轮机叶片;
----------------------------------------------------------------------------------------------------------------
Co112钴基合金焊丝(ERCoCr-B)
用途:高温高压阀门、剪切刀刃、锯齿、螺旋推杆等;
----------------------------------------------------------------------------------------------------------------
Co114钴基合金焊丝(ERCoCr-C)
用途:旋转密封环、牙轮轴套筒、钻头等;
----------------------------------------------------------------------------------------------------------------
Co115钴基合金焊丝(ERCoCr-E)
用途:各种液压阀、阀座、水轮机叶片、热锻模具等。
----------------------------------------------------------------------------------------------------------------
注意事项:
1、焊条焊前须经150℃左右烘焙1小时。
2、宜采用小电流、短弧堆焊,以避免增加母材的熔深,降低堆焊合金的性能。
3、根据母材的种类和工件大小,可选择350-500℃的预热温度和350℃的层间温度进行堆焊。
4、根据工况条件一般选择600-750℃,保温1-2小时后随炉缓冷,或将工件置于干燥和预热的沙缸或草灰中缓冷。